
In a world where climate change and unpredictable weather patterns dominate, waterproof fabric has become an essential part of our lives. From raincoats to outdoor gears, the demand for reliable and durable waterproof materials continues to grow. However, conventional waterproof fabrics often come with drawbacks such as reduced breathability and limited lifespan. Enter the nano waterproof fabric, a revolutionary advancement in textile technology that promises to address these issues and provide unparalleled performance. In this article, we will delve into the incredible benefits and applications of nano waterproof fabric and explore its potential to revolutionize various industries. Unraveling the Science of Nano Waterproof Fabric: Nano waterproof fabric is designed using cutting-edge nano-engineering techniques. Nanoparticles, typically composed of silicon dioxide or titanium dioxide, are embedded into the textile fibers. This integration creates a microscopic protective layer that repels water and repels dirt, oils, and stains more effectively than conventional waterproof treatments.
.
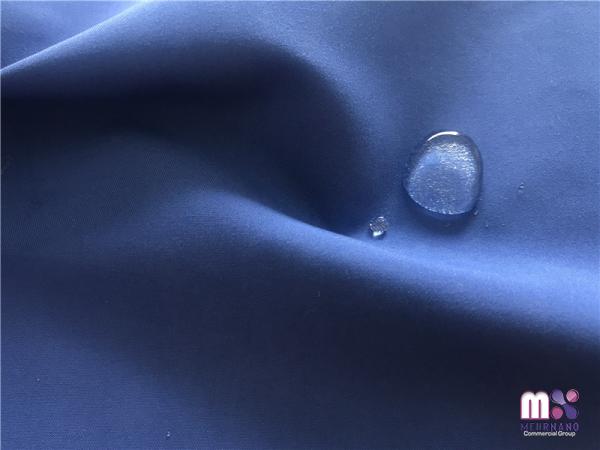
 Nano fabrics achieve waterproofing by manipulating the surface tension of the material, preventing water droplets from soaking into the fibers. Unparalleled Performance and Durability: The key advantage of nano waterproof fabric lies in its superior performance and durability compared to traditional counterparts. These fabrics exhibit exceptional resistance to water, oil, and dirt penetration while allowing moisture vapor to escape, ensuring the wearer remains dry and comfortable in diverse conditions. Unlike chemically treated alternatives, the nanoparticle coating in nano waterproof fabric is highly durable and does not wash off over time, ensuring longevity even with frequent use and washing. Versatile Applications: Nano waterproof fabrics have found applications in various sectors, ranging from fashion to outdoor gear and healthcare. In the fashion industry, designers are incorporating nano waterproof fabrics into everyday clothing items like jackets, pants, and shoes, offering consumers greater protection against rain and stains without compromising style or breathability.
Nano fabrics achieve waterproofing by manipulating the surface tension of the material, preventing water droplets from soaking into the fibers. Unparalleled Performance and Durability: The key advantage of nano waterproof fabric lies in its superior performance and durability compared to traditional counterparts. These fabrics exhibit exceptional resistance to water, oil, and dirt penetration while allowing moisture vapor to escape, ensuring the wearer remains dry and comfortable in diverse conditions. Unlike chemically treated alternatives, the nanoparticle coating in nano waterproof fabric is highly durable and does not wash off over time, ensuring longevity even with frequent use and washing. Versatile Applications: Nano waterproof fabrics have found applications in various sectors, ranging from fashion to outdoor gear and healthcare. In the fashion industry, designers are incorporating nano waterproof fabrics into everyday clothing items like jackets, pants, and shoes, offering consumers greater protection against rain and stains without compromising style or breathability.
..
 In the outdoor gear industry, nano waterproof fabrics are instrumental in manufacturing high-performance rainwear, tents, backpacks, and even footwear. The healthcare sector is also leveraging the benefits of nano waterproof fabric in the production of medical protective clothing, surgical gowns, and bedding products to ensure optimal infection control and patient safety. Eco-friendly Solution: Aside from its remarkable performance, nano waterproof fabric offers an eco-friendly solution compared to conventional waterproof coatings. Through its durable nanoparticle integration, nano fabrics reduce the need for repeated chemical treatments, reducing the environmental impact typically associated with fabric waterproofing. Additionally, the extended lifespan of nano waterproof fabric decreases the waste generated by frequent replacement and contributes to a more sustainable approach to textile production. Challenges and Future Possibilities: While nano waterproof fabric holds immense promise, certain challenges remain to be addressed.
In the outdoor gear industry, nano waterproof fabrics are instrumental in manufacturing high-performance rainwear, tents, backpacks, and even footwear. The healthcare sector is also leveraging the benefits of nano waterproof fabric in the production of medical protective clothing, surgical gowns, and bedding products to ensure optimal infection control and patient safety. Eco-friendly Solution: Aside from its remarkable performance, nano waterproof fabric offers an eco-friendly solution compared to conventional waterproof coatings. Through its durable nanoparticle integration, nano fabrics reduce the need for repeated chemical treatments, reducing the environmental impact typically associated with fabric waterproofing. Additionally, the extended lifespan of nano waterproof fabric decreases the waste generated by frequent replacement and contributes to a more sustainable approach to textile production. Challenges and Future Possibilities: While nano waterproof fabric holds immense promise, certain challenges remain to be addressed.
…
 Manufacturers need to ensure safe and effective manufacturing processes to guarantee consumer safety. Regulatory frameworks and industry standards will play a crucial role in establishing guidelines for the production and use of nano waterproof textiles. Additionally, ongoing research and development efforts are focused on expanding the repertoire of nanoparticles used, optimizing performance, and exploring other potential applications such as electronics and military textiles. Conclusion: Nano waterproof fabric represents an exceptional breakthrough in textile technology, offering unmatched protection, durability, breathability, and eco-friendliness. As technology advances and manufacturing processes mature, we can expect to see even greater innovation in the realm of nano waterproof fabrics. Embracing these advancements will not only enhance product performance but also contribute to sustainable practices in the textile industry. Whether for daily wear, outdoor adventures, or medical applications, nano waterproof fabric is poised to redefine how we experience and interact with waterproof materials in the years to come.
Manufacturers need to ensure safe and effective manufacturing processes to guarantee consumer safety. Regulatory frameworks and industry standards will play a crucial role in establishing guidelines for the production and use of nano waterproof textiles. Additionally, ongoing research and development efforts are focused on expanding the repertoire of nanoparticles used, optimizing performance, and exploring other potential applications such as electronics and military textiles. Conclusion: Nano waterproof fabric represents an exceptional breakthrough in textile technology, offering unmatched protection, durability, breathability, and eco-friendliness. As technology advances and manufacturing processes mature, we can expect to see even greater innovation in the realm of nano waterproof fabrics. Embracing these advancements will not only enhance product performance but also contribute to sustainable practices in the textile industry. Whether for daily wear, outdoor adventures, or medical applications, nano waterproof fabric is poised to redefine how we experience and interact with waterproof materials in the years to come.






Your comment submitted.